3Dプリンタフィラメントの種類追加(PC)
PC(ポリカーボネート)
ポリカーボネートといったら、まず思い浮かべるのがカーポート等の透明の屋根や壁、雪かきスコップでしょうか。またスマホやタブレットの外側、CD、DVDもポリカーボネートだそうです。軽くて強度が高く透明度も高いということで、以前から3Dプリンタで使えればなあと思っていたのもこの素材でした。ある会社のPCフィラメントの広告には3Dプリンターで印刷したジャッキで車を持ち上げる動画まで出ていました(まねする気にはとてもなれませんが)。価格的にはPLAに比べれば大分お高いですが、使い道によっては一択になるところもあるでしょう。

今回購入したのは、中国製で3Dプリンター本体のメーカーでもあるFLASHFORGEの PC 0.5kg Natural色(透明)印刷温度240-260℃、ベッド温度100-120℃です。見た目はPETGとあまり変わりませんが、やや落ち着いたつやがあります。
まず基本にする印刷温度を決めていきます。テストピース(※)の温度設定をメーカー推奨値の範囲で少しずつ変えて印刷してみて、一番状態が良いところを調べます。
(※)テスト用モデルは、Temp Tower PLA,ABS,PETG by stoempie August 21, 2017 https://www.thingiverse.com/thing:2493504 (CC BY-NC-ND 4.0)
今回は印刷ヘッドを高温用のものに交換して印刷します。QIDI XPlusの通常ヘッドが~260℃、高温用が~300℃ということで、今回は通常ヘッドでもぎりぎり試せる温度かもしれませんが、余裕を見て本来のPC対応の高温ヘッドの方を使います。ちなみに高温用ヘッドは、NA(ナイロン)、CF(カーボンファイバー(混?))、PC対応として300℃近くまで印刷温度を上げる場合用ということになっています。
ヘッドの交換作業は全然難しくなく、3か所のネジとリボンテープの付け替えであっけなく終わります。ちなみに何回かヘッドの交換をしていたら、リボンケーブルをヘッドにつなぐプラグの一部が欠けてしまいました。QIDIのカスタマーサポートに連絡したら保証期間内でもあり、プラグの部品とリボンケーブルの代替品を送ってくれました。教えてもらった作業手順(動画)通りに付け替えて元通りです。
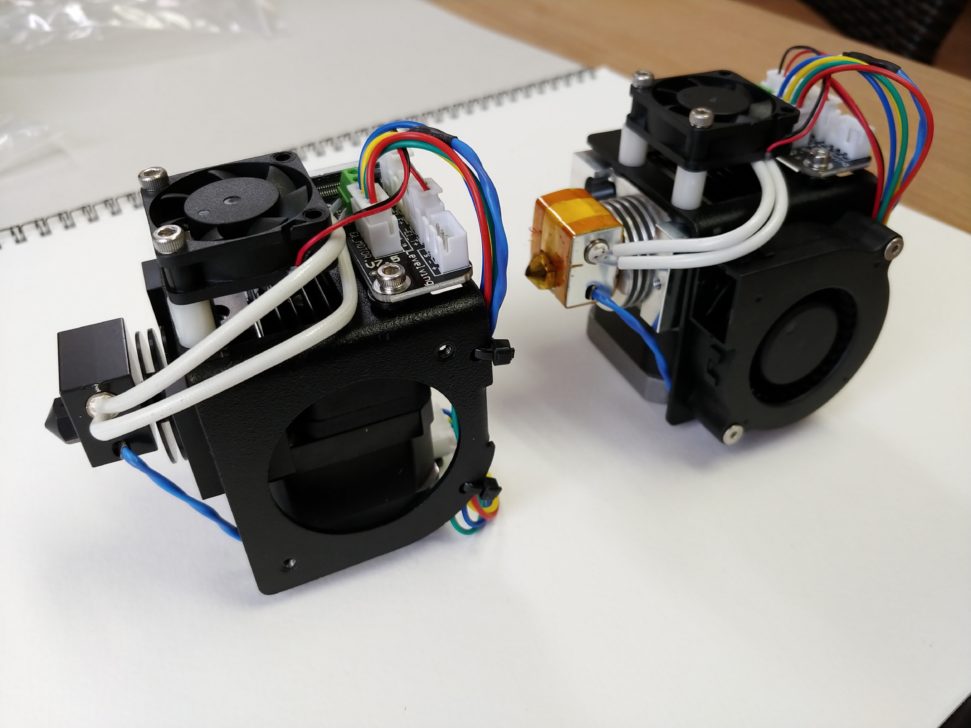
高温ヘッドは、ノズルの色が黒いのと、冷却ファンがひとつ付いていないところが通常ヘッドと異なります。最初はファンを載せ替えて使うのかと思いましたが、ファンをつけないのが本来の仕様のようです。
また、高温素材を印刷する際には、フィラメントのリールもプリンタ内部にある別のホルダーにつけ、本体の側面と上部のカバーを全部閉じてプリンターを密閉に近い状態にして、ヘッドだけでなく全体に高温が維持できる環境を作ってその中で印刷することになっています。モデルが印刷されるマグネットのシートも、裏返してつるつるの面を使ってスティックのりで定着させる指示となっています。
温度確認用の印刷は、PETGでやったのと同じようにツインタワーのテストモデルの段々ごとに温度設定を変えて一度に行います。メーカーの推奨値を参考に240~265℃まで5℃ずつ、ちなみにQIDIスライサー上でのPCの規定値は高めの260℃でした。
手順が少し面倒でしたが、特にトラブることもなく無事印刷されました。
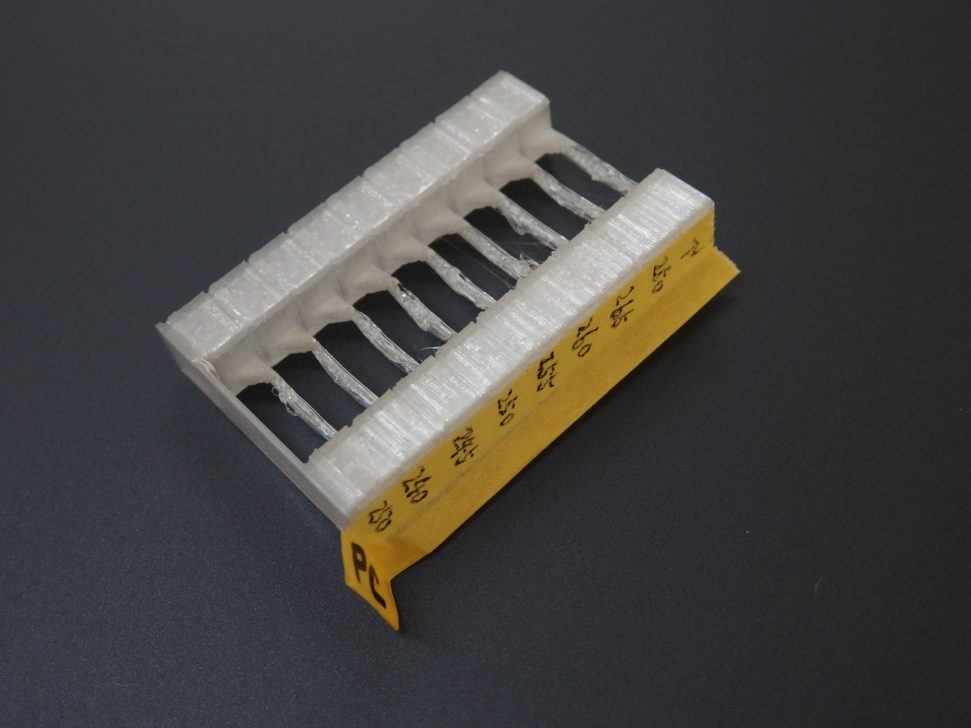
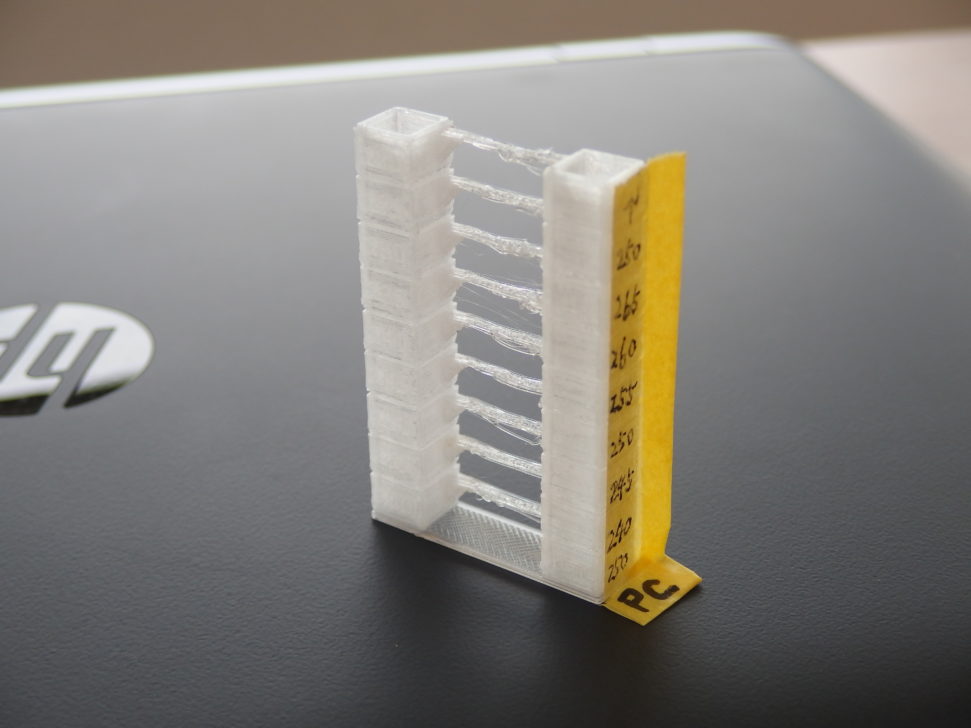
良く見ても温度変化による違いがわかりません。強いて言えば塔の間のブリッジが温度が高いほど暴れている感じはしますが、塔自体の出来は同じようです。
基本設定としては、フィラメントメーカー推奨値の中間値、印刷250℃、ヒートベッド110℃にしておくことにします。
さて、PETGの時は冷却ファンの回転数と印刷速度もそれぞれ設定を変えて出力していますが、今回は高温ヘッドにファンがそもそも付いていないし、速度もQIDIスライサーの標準値45mm/sで問題もなさそうだったので、省略することにしました。このあと総合テストモデルの出力はやっておきます。
総合印刷テストモデル:MINI All In One 3D printer test by majda107 February 26, 2018 https://www.thingiverse.com/thing:2806295 (CC BY 4.0)
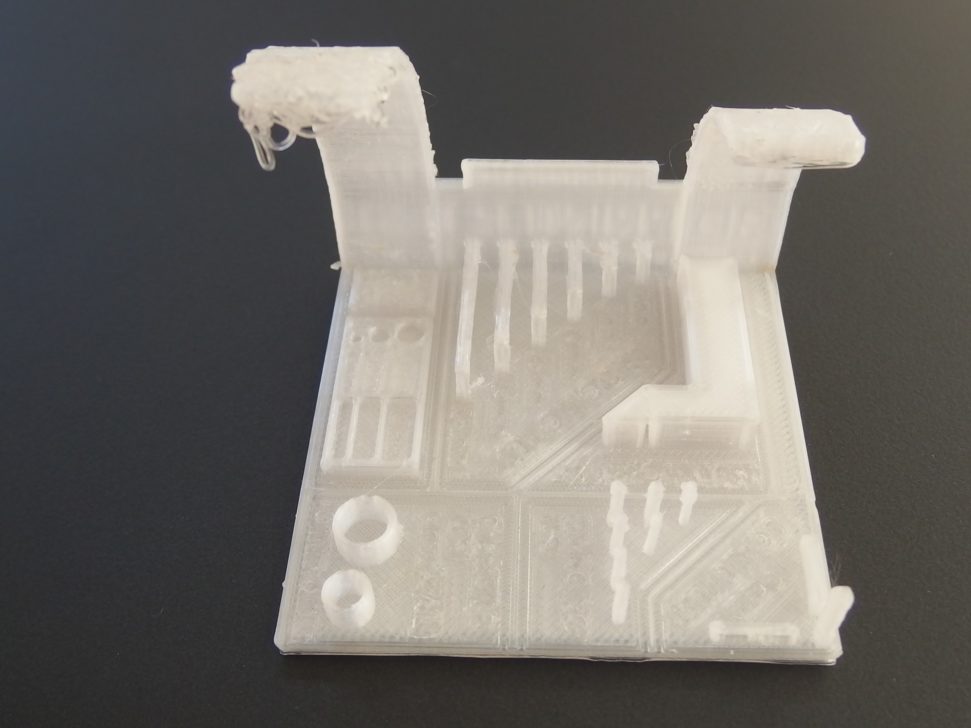
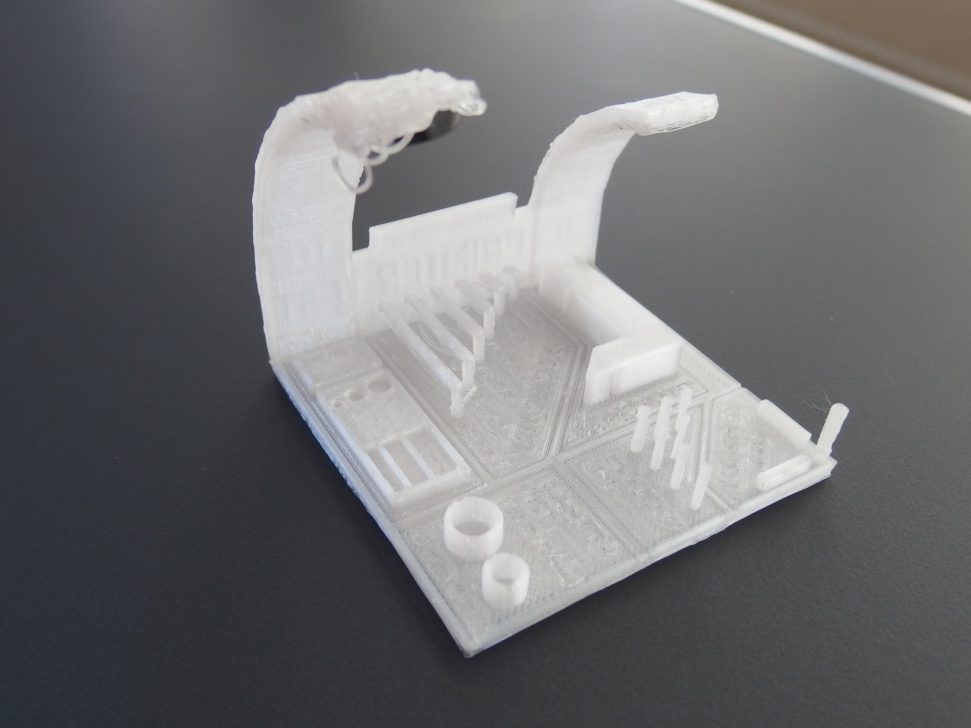

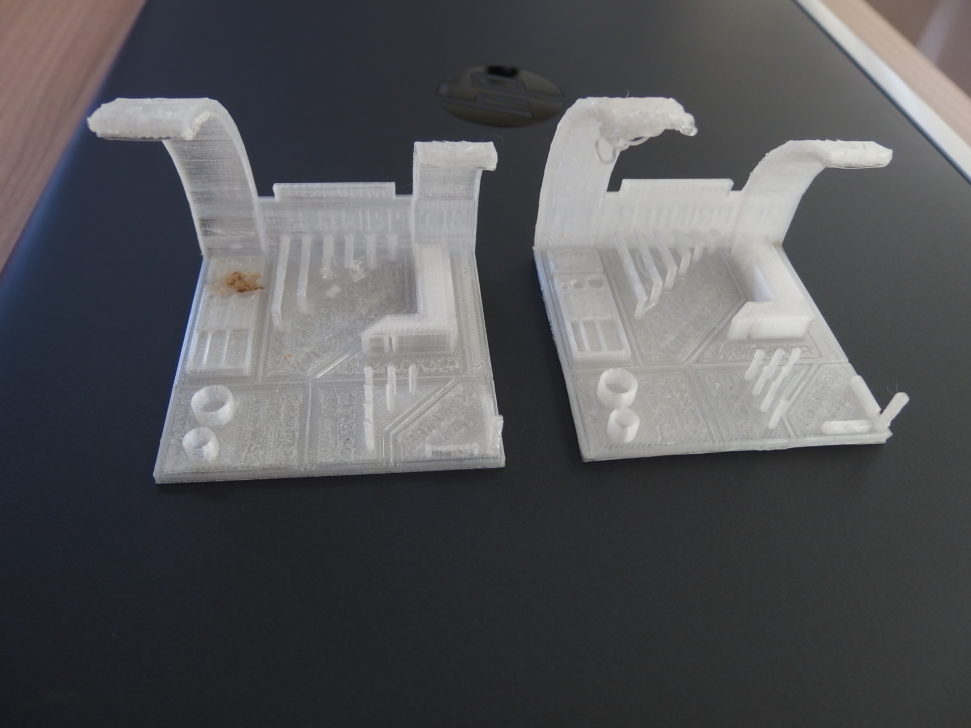
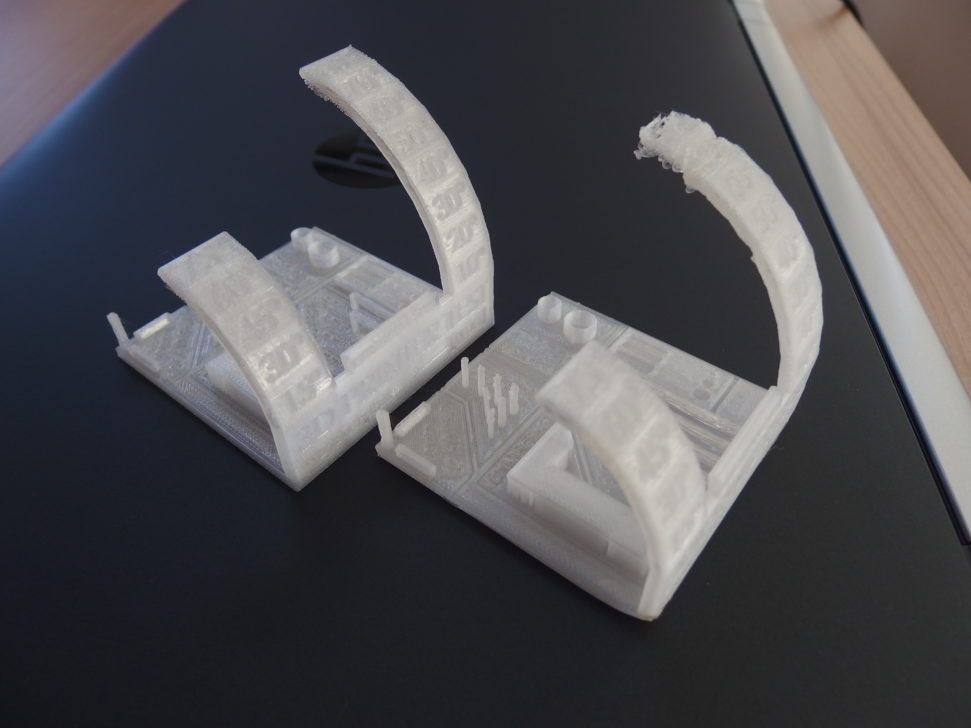
今回は、一目見て向かって左側のアーチが70~80°あたりで崩れてきています。下に落ちてはいませんが、印刷中見ていてもよくこれで垂れないなというくらい四苦八苦していました。それ以外の点はきっちり形ができていてきれいです。PETGでは壊れてしまった真ん中の6本のブリッジも形を保っています。糸引きはよくよく見ると多少認められる程度です。
アーチの崩れは冷却ファンがなかったためのような気がしますが、無理のない形状の普通の印刷ではきれいに出ると思いますので確認もここまでとします。今後必要な事態が出てきたら設定を追い込むかもしれません。
というわけでPCについては、印刷250℃、ヒートベッド110℃、印刷速度45mm/s、ファンなし(つけたいけど)を基本設定とします。
価格が高いのでPLA、PETGとは提供時の扱いを分けようかと思っています。
後はどこかで異種素材間の強度比較をやってみたいですね。


