tools:laser:eva_sheet_cut
EVAシートのレーザー切断
EVAフォームシートという素材は、ビーチサンダルだったり、床にしいて使うスポンジマットだったりと身近にあるものの、工作素材として加工したことはありませんでした(EVA:エチレン-酢酸ビニル共重合樹脂)。軽くて丈夫、水に強く、加工もしやすいということで、コスプレ関係でもよく使われるようです。
この度、CO2レーザー加工機で切断する機会があったので、その加工条件の設定値についてまとめてみます。(ここでの加工設定値は、機種が異なればもちろん、同じ機種でも個々の機械のレーザー発振器の状態によっても変わってきますので、一例としてご理解ください)
加工素材
- シート状のEVA素材の、薄いものと厚みのあるものの2種類を切断加工します。どちらも100均で手軽に買えるものです(ダイソーの商品です)。
- 薄いもの:1.5mm厚、2.5mm厚。EVAスポンジシート 工作用のボードとして売っていて、色も数種類あります。
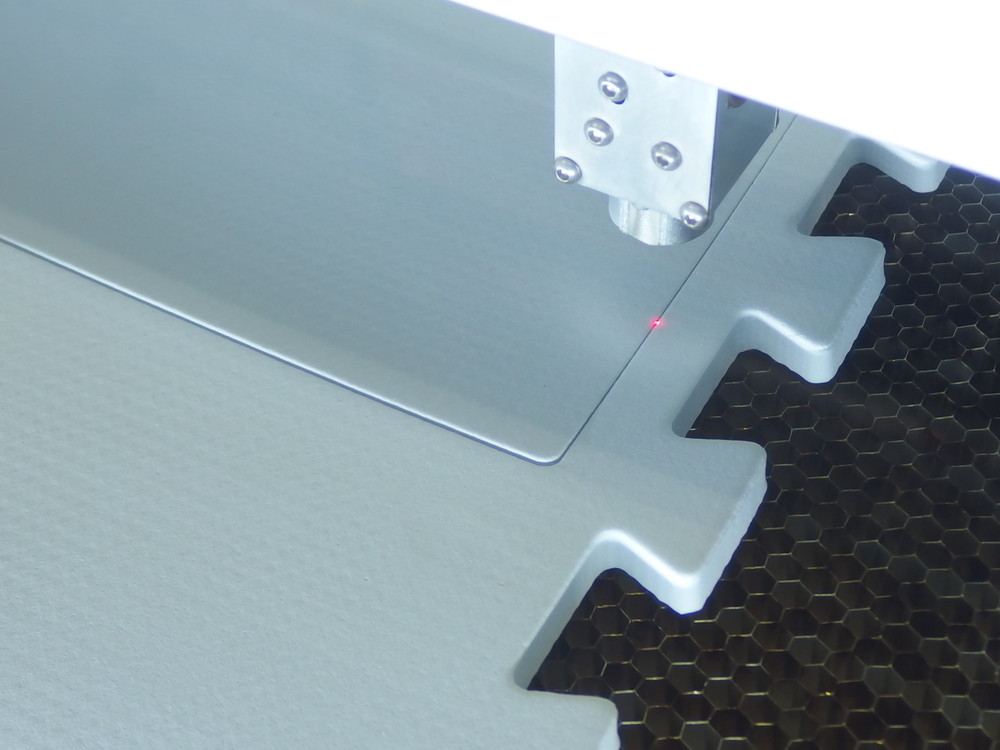
- 厚いもの:10mm厚、ジョイントマット 敷いて使うものなので。片面に滑り止め用の凸凹模様がついています。何枚も繋げて使うために、フチが互いに噛み合うようなギザギザになっています。
加工条件の設定の考え方
- 見るからに、レーザーを当てたらすぐ溶けてしまいそうな発泡樹脂材料なので、切れないということはないでしょう。レーザー切断した箇所に隙間が広く開いてしまいそうです。キレイに切るために、いかにレーザー出力を小さく設定するかがポイントになると思います。
- レーザー加工機で切断加工をするときの設定項目は、①レーザー出力、②加工速度、③繰り返し回数の3つです。
①レーザー出力を上げれば発生する熱量が上がり、切断能力が上がりますが、その分切断箇所のまわりの材料もその熱の影響を受けて、溶けたり変形したりする範囲が広がります。
②レーザー加工では、レーザーを照射するヘッドを動かして線を加工するのが基本ですので、レーザー出力が同じでも、ヘッドが移動する速さが遅くなれば、加工箇所が熱せられる時間がその分長くなって、切断能力が上がります。
③1回の加工で切れない材料でも、同じ場所を複数回加工すると切ることができたりします。ただし、その分加工にかかる時間も繰り返しの回数分増えてしまいます。
これらの3つの設定をうまく使って、EVAフォームがきれいに切断できる設定値を探してゆきます。
- 前々から、キレイに切断するには、レーザーの出力を上げて1回で切るのか、低い出力で何回も繰り返して切るのがいいのかが疑問でした。さらに、レーザーの出力を上げるのと、加工速度を下げるのではどちらがいいのかという点も実際よくわかりません。結果は似ているものの、切断箇所への熱の加わり方はそれぞれ異なります。
このあたりも何か分かればありがたいところです。
加工結果
上記の考え方で、実際に材料を星型の図形で切断してみます。設定値を変更しながら同じ図形を切断して、その違いをチェックし、一番良さそうな設定を採用します。
星型は、鋭角の角を持っているために、レーザーヘッドが一旦停止して向きを変えることになりますので、そのあたりでの加工のされ方も気をつけます。
1)1.5mm厚シート
- まず試しにエイヤッと決めた設定値で切ってみたら(繰り返しは1回)、切断そのものは問題ないですが、切断部分に出来た隙間も広く、まだまだ弱くしても充分に切れそうです。また、加工テーブルの金属部分にレーザーが反射したと思われる加工痕も出ている箇所がありました。
切断できるギリギリのところまで出力と速度を調整する必要があります。
- 切断線をなるべく細く、不要な痕がつかないような設定ということで、(出力)P:5%、(速度)S:15mm/s、(繰り返し)R:1回となりました。(繰り返しとは言っていますが、加工回数が1回という意味で使っています。これ以降も同じ。)
(次の2.5mm厚も含めて、残念ながら加工部分の写真を取り忘れました)
2)2.5mm厚シート
- 厚みが少し増しただけなので、1.5mmの加工設定近辺で切れると思われるので、その付近から切断能力を上げて確認します。
- 1.5mm厚の設定で、レーザー出力だけ倍の10%にしたものが、キレイに切れました。
(出力)P:10%、(速度)S:15mm/s、(繰り返し)R:1回
3)10mm厚マット
レーザー加工で厚みのある材料の切断は結構大変です。加工中に出来る溝の側面が、レーザー光が奥まで届くのを邪魔したりします。これまでにも厚みの異なるMDFの切断を試してみて、9mm厚まで切ってみましたが、切断面の炭化がひどく、垂直には切れませんでした(レーザー加工機/材料)。切断はできたとしても、きれいに切断という観点からはとても許容できる範囲ではありません。
MDFに比べればはるかに切りやすいEVAフォームでこの厚みがうまく切れれば、この材料の活用の幅が広がります。
繰り返し1回
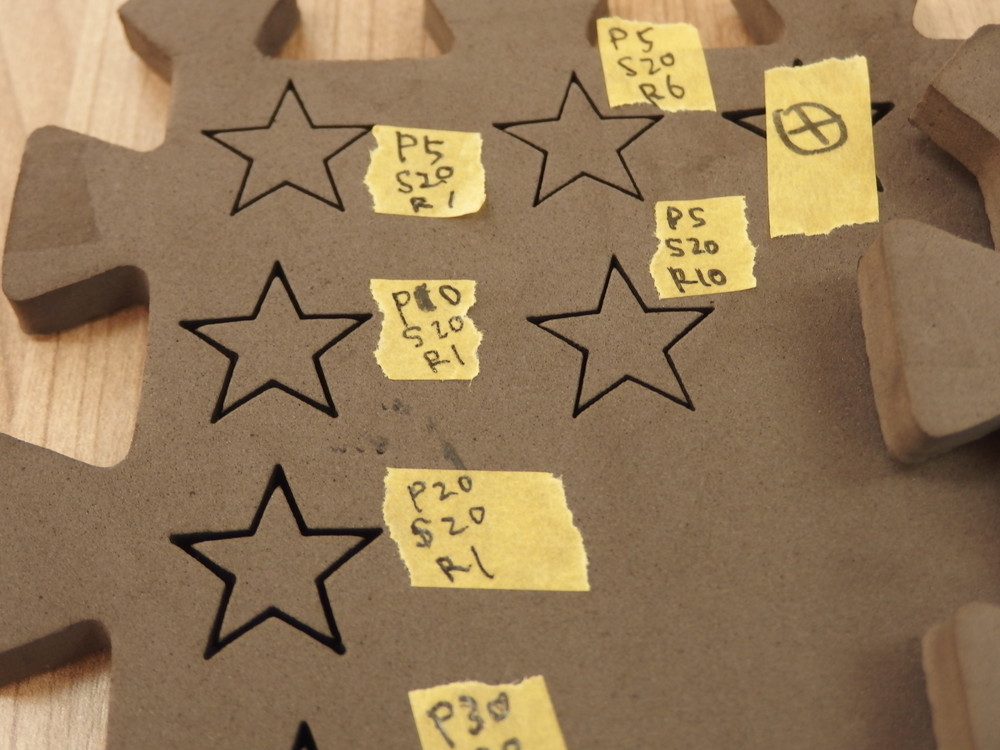
 まず試しに設定した条件(P:5% S:20mm/s R:1)で切断してみました。裏まで切れていません。
まず試しに設定した条件(P:5% S:20mm/s R:1)で切断してみました。裏まで切れていません。
切れるところまで出力を上げながら試すと、(P:30% S:15mm/s R:1)で全部貫通しました。切断箇所の隙間が大きく空いてしまっているので、これ以上、出力や速度での切断能力アップはしないほうがよいと考えました。繰り返し加工するのを前提にして、今度は切断能力を下げる方向で試します。



繰り返し10回
- 出力と速度を弱めて、繰り返しの回数を増やして様子を見ました。P:5%, S:15mm/s, R:10と繰り返し回数を最大の10回として、きれいに切断できました。繰り返し1回の設定時に比べると、切断箇所の隙間も狭く、切り出した星型の角もきちんと残っています。横から見た時の切断面の状態が一番違います。1回のときは、断面が斜めになってしまっています。10回のときは元のEVAフォームの断面の横縞も残っています。
繰り返し1回(P:30% S:15mm/s)(左)と10回(P:5% S:15mm/s)(右)の比較






繰り返し5回
 繰り返し10回でキレイに切断できましたが、これだと時間が10倍かかってしまうので、もう少し現実的に、その回数を減らして5回にして、キレイに切断できるような出力と速度を探します。
繰り返し10回でキレイに切断できましたが、これだと時間が10倍かかってしまうので、もう少し現実的に、その回数を減らして5回にして、キレイに切断できるような出力と速度を探します。

- P:6%, S:18mm/s, R:5と数値がちょっと中途半端ではありますが、切断で溶けた幅も狭く、キレイさではこのあたりがいいところだと思います。
- 切断後に裏側をチェックしてみると、細かい切り残しがあちこちについています。柔らかいEVAフォームなので、ニッパーでもカッターでも容易に切り話せますので、ちょっとした追加の手間がかかるぐらいなのですが、レーザーの出力を上げれば全く残らないようにも出来ます。
ただしこの切り残しが、切断中の材料の位置を固定して、加工中にズレが出ることを防ぐ効果もありそうです。EVAのようにすぐ溶けて隙間が出やすい材料だと、切断中に材料が動いてしまい、不要な部分が加工されてしまうこともありそうですので、切残しがちょっとだけ出るくらいの加工条件にしておくほうが安心だと思います。
- EVAフォームの厚みや種類によるばらつきもありそうなので、多少余裕を見て、最終的には(出力)P:10%、(速度)S:18mm/s、(繰り返し)R:5回と設定値を決めて、これで本番の加工を行いました。
まとめ
- 厚み別のEVAフォームの加工条件の標準設定値を求めたので、今後はそれを基準にして個々の設定値を決めて短時間で加工に入れます。
- 加工速度は、早すぎても切断箇所が点線上になってしまったりするので(直線が波線になってしまう場合もあります)、上限を決めます。この機械では15mm/sを上限にするのが概ね良さそうです。
- 切断面のキレイさでは、材料が厚いときには、出力を押さえて繰り返しの回数で切断したほうが加工面がキレイになります。出力と速度のどちらを調整すればいいかはよくわかりませんでした。
 EVAフォームにはたいてい反りが見られます。さらにレーザー加工の熱で反ってくる分もあるかもしれません。厚みのある材料が加工中に反ってきてこまるときもありました。
EVAフォームにはたいてい反りが見られます。さらにレーザー加工の熱で反ってくる分もあるかもしれません。厚みのある材料が加工中に反ってきてこまるときもありました。
そこで、反り防止用に、材料のレーザー加工部分の外側に金尺を枠代わりにマスキングテープで貼り付けて、その状態で加工しました。薄い材料だとこれでかなり安定します。厚い場合は、反りの力も大きいので、しっかり貼り付けておかないとテープが剥がれてきたりします。
それでも枠があると加工時に格段に安定します。

 これまで、アクリル以外の樹脂材料では、あまりキレイに切断できたという印象がなかったので、キレイに切れた今回のEVAフォームは、レーザー加工に向いているように感じました。
これまで、アクリル以外の樹脂材料では、あまりキレイに切断できたという印象がなかったので、キレイに切れた今回のEVAフォームは、レーザー加工に向いているように感じました。
参考
tools/laser/eva_sheet_cut.txt · 最終更新: by Staff_Ujiie