tools:3dprint:qidi:index.html
QIDI X-Plus

当施設の主力の3Dプリンターです。
特徴
- 全体の印象は、決して特別な高品質部品が使われているわけではないものの、構造や適材適所の設計で質の高いプリントが実現できているというものです。いつも安定したきれいな出力ができるという信頼感が強いです。
- 中国QIDI Tech社のFFF家庭用3Dプリンター。2018年発売の機種ですが、まだまだ不満なく使えます。高級路線の業務用寄りのiシリーズも発売されました。
- 造形エリア 270x200x200mm (通常出力したいものは充分入るサイズですが、何個もまとめて出したい場合は、エリアが広いほうが助かります。)
はノズルが黒く、横のファンがありません") 高温の必要な素材用に、交換用の専用プリントヘッドが同梱されます。通常のヘッドが(~260℃)、高温用ヘッドが(~300℃)とのことで、ポリカーボネートは無理ですが、PETG、TPUも(素材のブランドにもよりますが)通常ヘッドでもプリントできてしまっています)。
高温の必要な素材用に、交換用の専用プリントヘッドが同梱されます。通常のヘッドが(~260℃)、高温用ヘッドが(~300℃)とのことで、ポリカーボネートは無理ですが、PETG、TPUも(素材のブランドにもよりますが)通常ヘッドでもプリントできてしまっています)。
ノズルによく使われる真鍮よりも耐熱温度の高い素材のノズルが使われ、連続耐熱温度が260℃のPTFEチューブの代わりに金属ノズルが使われていると思われます。
このヘッド交換はやや難ありで、頻繁に交換していると、リボンケーブルのコネクターが破損しやすいです。
はノズルが黒く、横のファンがありません")
 全体が樹脂カバーで覆われていて、庫内の温度をコントロールしやすいので、高温プリントの場合に役立ちます(側面、上面はカバーが磁石でワンタッチで脱着可能。PLA造形の場合は、カバーを外すことが推奨されていますが、私は大抵カバーしたままで造形しています)。
全体が樹脂カバーで覆われていて、庫内の温度をコントロールしやすいので、高温プリントの場合に役立ちます(側面、上面はカバーが磁石でワンタッチで脱着可能。PLA造形の場合は、カバーを外すことが推奨されていますが、私は大抵カバーしたままで造形しています)。

- メカ部分は、鉄製のボックスフレーム内に、左右それぞれに2本のシャフトとZ軸用の長ボルトで支えられたプラットホームと、上端でXY軸方向に2本ずつ渡したシャフトに取り付けられたプリントヘッドと頑丈な構造で作られています。大きめの出力物を想定して丈夫にしてあるようですが、それがプリントの精度にも良い方に影響していると感じます。






- 磁石でプラットホームにくっつけて使うビルドシートが使われています。表面に微細な凸凹があり、かつ曲げて造形物を簡単に剥がせるので、余計な手間が要らず至極便利です。予備も買ってありますが、シート自体の耐久性も高いです(高温素材のプリント時は裏面のツルツルした面にのりを塗って使います)。
- 機械そのもの以外にも、QIDI Techのサポート対応の良さが高い安心感につながっています。トラブルの際には、メール等で状況を連絡すると、24時間(12時間?)以内に回答が返ってきます。作業がある場合は自分で行うことになりますが、その手順も詳しく教えてくれます。中国とのやりとりになりますが、サポートには翻訳メンバーもいるので日本語でも大丈夫です。
- 現在販売されているモデルは、改良版のX-PlusⅡにバージョンアップされているようですね。
仕様
設置
- 内部のフレームが頑丈なので、さほど設置場所を選ばないと思いますが、プリントパターンによってはヘッドの行き来で機械全体が揺れるときもあります。置き場所がしっかりしているに越したことはないので、φ25mmのパイプラックに天板と固定足を付けたものを使っています。
使い方
- PC上の作業でスライサーソフトでプリントするモデルのGコードデータを作成し、プリンターにそのデータを読み込ませて処理を開始します。
- このプリンターにデータを読み込ませる方法には、1)USBメモリにデータを入れて本体に挿す。2)ネットワーク(有線LAN、Wifi)経由でPCのQIDI純正スライサーからデータを送る方法があります。
ネットワーク経由が手軽で、スライサーから転送後そのままプリント開始を指示できます。
本体メニュー上のネットワーク設定で、有線LAN、WifiそれぞれのIPアドレス登録ができます。
一方スライサー(QIDIプリント)の上では、有線LANもWifiも両方とも「Wifi転送」と表示された場所で設定するので紛らわしいのですが、本体で設定した有線LANのIPアドレスを指定していればWifiに送るというボタンで問題なく転送できます。引き続きスライサーからプリント開始指示も送れます。
Wifi経由だと転送にやけに時間がかかることがあるので、私は早くて確実な有線LAN経由で送っています(正しくは3DプリンターとWifiルータ間を有線接続で、PCからはWifiでルーターまでつないでいます。これでもすべてをWifiでつないだときの数分の一の速さで転送が終わります)。
USBメモリを抜き差しするのは不具合対応などの場合のみです。この機種のWifi機能はトラブルが多いという情報もありました。ネットワークがつながらなくなったときは、本体のネットワーク設定の画面“インターネット”の“Boot Operation”ボタンを押すと接続を試みるので、それでしばらく様子を見ます。
USBメモリはデータの保管メモリとして使われているようで、ネットワークから印刷する場合でも本体にUSBメモリを差しておく必要があります。
- Gコードデータを作成するスライサーソフトは、Curaベースで作られた専用のもの(QIDI Print)が提供されています。特に不満もないのでいつもそれを使っています。
 フィラメントリールを取り付けるホルダーは、本体上部後方にあります。ホルダーの表面は適度に摩擦のある表面加工がされています。同梱のフィラメントリールの穴に対してもパイプの直径が小さいので、すき間を埋めて回りやすくするアダプターを制作しました(アダプターの制作記事)。
フィラメントリールを取り付けるホルダーは、本体上部後方にあります。ホルダーの表面は適度に摩擦のある表面加工がされています。同梱のフィラメントリールの穴に対してもパイプの直径が小さいので、すき間を埋めて回りやすくするアダプターを制作しました(アダプターの制作記事)。

- フィラメントをホルダーから本体プリントヘッドに取り付ける際には、本体に固定されたストローのような管を通して本体内にフィラメントを導いてそれからヘッド上部の穴に差し込みます。
柔軟性のある樹脂の管を差し込んだだけのガイドのようですが、プリント中によく見ているとこれがフィラメントを引き出すために実に巧妙な働きをしていることがわかります。
ヘッドが動いてフィラメントが引っ張られると、本体の後ろ側に突き出した管がフィラメントのリール側にたわんで、その後ヘッドが戻ると管も真っ直ぐに戻ります。この繰り返しで管はプリントに合わせて上下に振れる動きをして、リールをフィラメントを引き出す方向に回すことになります。
一方フィラメントが戻ってきても管はまっすぐのままなので、途中のフィラメントが緩む程度でリールは逆回転しません。フィラメントはヘッドの位置が変わることと、プリント時にエクストルーダが引き出したり引き戻したりする動きをすることで、ヘッドの付近では行ったり来たりするのですが、その戻る側の動きをリールまで伝わりにくい仕組みにして、リールの巻きの緩みを防止していると思われます。緩みは絡まりの原因になり、プリントの失敗を引き起こしかねません。






- 感心したフィラメントガイドなのですが、正面奥の中央に取り付けてあり、ヘッドの位置がプリントエリアの奥側に来ると途中のフィラメントが大きくたわんで無理をさせてしまいます。劣化しているフィラメントだとそれで折れてしまったこともあります。プリントエリアを端まで大きく使う場合は要注意です。
こんなときは、ガイドを通さず、カバーに空いた大きな穴(※)を利用してリールから直接ヘッドにつないでやります。当然ガイドがないのでリールが緩みやすくなるのですが、無理な力はかからなくなるので途中で折れてしまうことは防げます。それでやってみましたが、フィラメントをカバーの穴を通して、カバーを持ち上げつつ、ヘッドにつなぐのはかなりの難作業です。
カバーに切り込みを入れて、フィラメントをセットした後からカバーが装着できるようにしました。さらにフィラメントがリールから外れにくくするためにテープで誘導するようにしました。
※ この大きな穴も、本体内部の排熱をフィラメントリールに当てて予熱するためにこの位置に空けてあると思われます。








 QIDIのスライサーの設定だと思いますが、プリントの最初に必ずプラットフォームの手前の一番端に一本横線を引いてその後実際のプリントに入ってゆきます。
QIDIのスライサーの設定だと思いますが、プリントの最初に必ずプラットフォームの手前の一番端に一本横線を引いてその後実際のプリントに入ってゆきます。
この線の状態でフィラメントの出方やノズルの高さなどに問題が無いかどうかがプリント直前に判断でき、さらに余分なフィラメントがノズルに付いていても、線の最後で鋭角に折り返す際に削ぎ落としてくれるので非常に便利です。

 この機種(XMAXも)のプリントヘッドはエクストルーダー一体型で、大きめの箱型をしています。ファンで冷却はしているものの、プラットホームに近い低いところでヘッドに上を塞がれた状態が長時間続くと、熱がこもって印刷物が変形することがあります。ヘッドが移動し続けていれば問題ないのですが、小さいものを1つ印刷するときはヘッドが同じ場所にとどまるため、冷えて固まらないうちに次の材料が追加されることが続いて、変形しやすくなると思います。
この機種(XMAXも)のプリントヘッドはエクストルーダー一体型で、大きめの箱型をしています。ファンで冷却はしているものの、プラットホームに近い低いところでヘッドに上を塞がれた状態が長時間続くと、熱がこもって印刷物が変形することがあります。ヘッドが移動し続けていれば問題ないのですが、小さいものを1つ印刷するときはヘッドが同じ場所にとどまるため、冷えて固まらないうちに次の材料が追加されることが続いて、変形しやすくなると思います。
それを避けるためには、あえて印刷物を2つにして、距離をとって配置してやると、各層をプリントする度にヘッドが行き来するので、その間に冷却できて、うまくいくことが多いです。
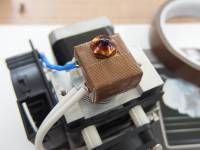 ノズル付近からの輻射熱を抑えるため、ノズルのまわりのアルミのブロックを、耐熱テフロンテープで覆ってみました(X-MAXの方です)。それで効果が出たのか実感はよくわかりません。
ノズル付近からの輻射熱を抑えるため、ノズルのまわりのアルミのブロックを、耐熱テフロンテープで覆ってみました(X-MAXの方です)。それで効果が出たのか実感はよくわかりません。


- プリントヘッドの分解(別記事):フィラメントが詰まったりすると、プリントヘッドを取り外して分解することが必要になります。そのときの手順や注意事項です。
 プリントを成功させるためには、ビルドプラットホームの高さ調整が重要です。この機種は、プリントヘッドは高さ固定ですので、プラットホーム側でプリントノズルとビルドプレート間の距離を調整します。
プリントを成功させるためには、ビルドプラットホームの高さ調整が重要です。この機種は、プリントヘッドは高さ固定ですので、プラットホーム側でプリントノズルとビルドプレート間の距離を調整します。
調整方法は2種類あり、一つは中央の位置でチェック用のシートでギャップを確認して、画面上のボタンでプレート全体の高さを調整します。もう一つは、プラットホームを固定しているネジを回して直接高さを調整します。ネジは端の3箇所にありますので、プラットホームの傾きも調整でき、プリントの場所による違いを改善できます。
鉄の台座にバネを介してアルミのビルドプレートを固定しているネジは、歯車の形をした大きなものがメインの調整ナットで、その下についている蝶ナットは歯車ナットの緩み止めです。歯車ナットでギャップをあわせたら、蝶ナットで固定するという手順で作業するのですが、固定してみたら、はじめに合わせたときとギャップが変わっていることが多く、調整に苦労します。
調整のコツは、蝶ナットを締めすぎないことだと思います。歯車ナットは反時計方向に締まる逆ネジで、蝶ナットはその反対の普通ネジになっています。歯車ナットを締めてギャップを小さくしても、蝶ナットを締めると逆にギャップが大きくなります。
そこで、歯車ナットではチェック用シートのざらざらにしっかり引っかかるくらいにギャップを狭めにしておいて、蝶ネットでちょうどよいくらいまで戻してやるという意識で調整するとやりやすくなります。蝶ナットがゆるゆるでは付いている意味がありませんが、ある程度抵抗が感じられる状態なら充分で、固く締め上げる必要はないと思います。同じ軸に付いているバネが歯車ナットに一定のテンションをかけていて、振動も吸収してくれているので、そうそう緩むものではありません。

- ギャップ調整は毎回やるものでもなく、日頃プリント状態を見ているなかで、必要を感じたときにやればいいと思います。中にはギャップ調整後にプリント状態が悪化して再調整が必要になることもありました。
予熱した状態でやるべきものという話もあるので、樹脂製のチェック用シートが溶けたら嫌だなと思いながらやってみると、そちらのほうが結果がよいことが多かったです。予熱したことで、ノズルの位置やビルドプレートの位置が変わるとも思えないのですが。
前に使った樹脂がノズルの先に固着していて、それが予熱で溶けて影響しなくなるということは考えられますが、予熱しないときもノズルの先の樹脂が無いようには気をつけていたので、納得のいく結論は出ていません。
- 以下はX-MAXを使っていての話ですが、X-Plusも機構は同じですのでこちらに書きます。(2023/12/17)
ノズルとビルドプレート間のギャップについては、朝機械を立ち上げたときと、数時間使った後では、プリントに影響するぐらい変わっているというのが、現在の認識です。購入当初はギャップに悩まされた記憶はあなりないので、使っていて出てきたガタによるものなのかもしれませんが、これまで単に気づかなかったのかもしれません。
実際に簡易ギャップ調整の画面で、始動時と、数時間出力した後で比べてみると、この調整画面は0.05mmずつ調整が出来るのですが、1ないし2目盛りぐらい変わります(ということは、使っているうちに0.05~0.1mmギャップが狭くなります)。これは、プリント1層目のビルドプレートへの定着には結構影響が大きい距離で、フィラメントの出方が均一にならずにダマのような部分ができたり、本来のルートではないところを、定着しなかったフィラメントが横切ってしまい、失敗する原因になります。
プリントヘッドからビルドブレートまでの機構の大半が金属部品で構成されているので、温度による膨張係数はプラスチック部品よりも大幅に小さいはずですが、朝10℃から使用時80℃としても70℃も温度差があると考えると、小さいとも言い切れず、温度による部品の伸び縮みが主要因ではないかと思います。PLAよりも高温が必要な樹脂をこのところ多くプリントしていて、プリント初期の失敗が続き、ギャップの変動について悩まされました。(参考:線膨張係数とは/温度変化による寸法変化値の計算方法(湯本電気株式会社))
そこで、室温が低いときには、ヒートベッドの予熱を最初にしておいて、庫内全体の温度を上げるようにするのと、温度差が大きいときは、簡易ギャップ調整を都度行うのをこころがけるようにしています。
トラブル
- 通常ヘッドから高温用ヘッドへ付け替えて、ポリカーボネートやナイロン等がプリントできるのが特徴の一つですが、交換に際しては注意が必要です。
交換の手順自体はそう難しいものではありませんが、交換時にヘッドのモジュールから一旦外すことになるフラットケーブルのコネクターのストッパーの爪が簡単に折れてしまいます。折れたら即外れるというものではないですが、動き回るヘッドに合わせて常に押されたり引っ張られたりを繰り返す部分なので、プリント中にコネクターが抜けるかもという不安がつきまといます。
高温ヘッドから通常ヘッドに戻す作業をしていたら実際に折れてしまったので、QIDIのサポートに連絡しました。そうしたら、交換用コネクター部品と、部品の交換手順のインストラクション、それともし作業がうまく出来なかった場合に備えてのコネクター付きの交換用フラットケーブルまで送られてきました(本体購入後まだ保証期間内であったため無料でした)。手順に沿って付け替えて(そのうち1個はまた折ってしまいましたが)何とか交換ができました。
もともと頻繁な抜き差しを想定していない部品のためすぐ壊れると思いますので、耐久性のある構造のコネクター部品が市販されていたら置き換えてしまいたいところですが、最近は高温ヘッドを使う場面自体がなくそのままです。→ その後破損したコネクターを無理なく外せる方法を見つけました(プリントヘッドの分解 (X-Plus/X-MAX))。これで気兼ねなくヘッド交換できます。






- ある頃から、印刷開始前にプラットホームが上昇して上のフレームにガツンと当たるような音がするようになってきました。気にはなるものの、プリントはおかしくないのでそのまま様子を見ていましたが、そのうちヘッドからカツカツ音がしてプリントの最初の1,2層目が潰れたようになる状態が起きてきました。
サポートにプリント結果の写真を添えて音の件を相談しました。最新ファームを含む幾つかのファイルが送られてきて、それらを手順通り実行したら、音が消えて印刷も元に戻りました。何かの拍子でZ軸の設定がズレて、プラットホームが止まるべきところで止まらずに部材にぶつかり、最初のプリント時に高さが足りないままだったために、送り切れないフィラメントがノズルに詰まって、エクストルーダーが空回りの音を出していたようです。


tools/3dprint/qidi/index.html.txt · 最終更新: by Staff_Ujiie