tools:3dprint:filament:print_test
目次
プリントテストの結果
テストモデルについて
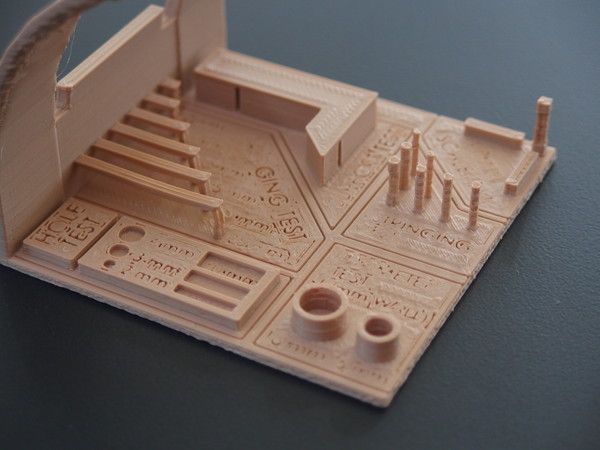
 いつも各フィラメントのテスト出力に使っているのは、ひとつで総合的にテストできる
いつも各フィラメントのテスト出力に使っているのは、ひとつで総合的にテストできる
“MINI All In One 3D printer test by majda107” February 26, 2018, (CC BY 4.0)
https://www.thingiverse.com/thing:2806295
というモデルです。
色々な観点からチェックができるようになっていますが、通常の設定で出力して、細部の形状の出来と、オーバーハングのアーチやブリッジ部分でどのくらい持ちこたえたかを見ています。
PLA(ポリ乳酸)
QIDI Tech PLA Rapido(X-Plus3本体同梱)
- メーカー推奨条件:プリント温度220℃
- プリント機種:QIDI X-Plus3、プリント条件:プリント温度220℃、ヒートベッド温度80℃
- 高速機で造形しているので、他のフィラメントとその点条件が異なります。
- プリント結果は、全く問題ありません。プリント表面にはしっとりとしたツヤがあり、精密感が感じられます。
- オーバーハングのアーチ裏は高いところまで持ちこたえており、80°で少しフィラメントがバラけ始めています。
- 柱状部分はきちんと造形できていますが、太さが変わった箇所(高さ)が見られます。
- 裏面が非常にきれいに出来ていますが、一つの角だけ少し反りが出ていました。






eSun(PLA+)
- メーカー推奨条件:プリント温度210-225℃
- プリント機種:QIDI XMAX、プリント条件:プリント温度205℃、ヒートベッド温度55℃
- 形状がきっちり出ていて問題ありません。プリント表面は結構てらてらしています。写真よりも実際の色は青みを帯びた濃いグレーです。
- オーバーハングのアーチ裏は80°で少しフィラメントがバラけ始めています。
- DEMAのPLA-Fと比べると、アーチ裏の状態が少し良くなっているのと、柱の太さがより一定になっています。それ以外はそれほど変わりません。
- 裏面が結構でこぼこになってしまいました。1層目のプリント設定を見直す必要がありそうです。






STVictory(PLA+)
- メーカー推奨条件:プリント温度190-220℃
- プリント機種:QIDI XMAX、プリント条件:プリント温度190℃、ヒートベッド温度50℃
- モデルの凹凸が見やすく使いやすい、明るいグレーです。
- 普通のPLAの条件のまま出力してしまったので、温度が低めだったと思いますが、全体的にはきれいに出ています。
- オーバーハングの状態も、80°で裏面に少し繊維のばらつきが見られるくらいで優秀です。
- 糸引きはありませんが、端にひげのような塊が少し見られます。
- 細い柱の太さが均一ではありません。断面も円とはいいにくいです。






QIDI純正(本体同梱)
- メーカー推奨条件:プリント温度190-220℃
- 許容誤差:±0.03mm
- プリント機種:QIDI XPlus、プリント条件:プリント温度200℃、ヒートベッド50℃
- 全体に形状がきっちり出ていて問題ありません。プリント表面もきれいです。
- オーバーハングのアーチは80°で少しバラけはじめが見られます。






Maestro(ATOM)純正(本体同梱)
- メーカー推奨条件:プリント温度200℃、ヒートベッド70℃
- プリント機種:Maestro(ATOM)、プリント条件:プリント温度200℃、ヒートベッド70℃
- こちらの純正フィラメントも表面がきれいで形状がしっかりできています。QIDIのフィラメントよりは角が丸い感触です。
- オーバーハングも80°付近で少し荒れてきている程度です。
- 柱形状のところで少し糸引きが見られます。






Overture (マット)
- メーカー推奨条件:プリント温度190-220℃、ヒートベッド温度25℃-60℃
- 許容誤差 ±0.05mm
- プリント機種:QIDI XPlus、プリント条件:プリント温度200℃、ヒートベッド50℃
- 各部分の形状はよく出ています。
- オーバーハングの裏側が60°あたりの比較的低い角度から崩れ始めています。ブリッジはちゃんと出ていますが、橋げたの部分が曲がっています。





RepRapper
- メーカー推奨条件:プリント温度190-240℃
- プリント機種:QIDI XPlus、プリント条件:プリント温度200℃、ヒートベッド50℃
- Maestroの純正フィラメントのような角が少し丸い感じが全体にあります。
- 形状はきちんと出来ていて大きな問題は見られません。
- オーバーハングの裏面は比較的早いうちから荒れてきていますが、80°になっても崩れていません。ブリッジの橋げたは曲がりが出ています。






Ankun
- メーカー推奨条件:プリント温度190-220℃、ヒートベッド温度0℃-40℃、印刷速度:50-100mm/s
- 仕様 許容誤差:±0.02mm、破断点伸び:4%
- プリント機種:QIDI XPlus、プリント条件:プリント温度200℃、ヒートベッド50℃
- 糸引きがあちこちで不連続に出ているのが目立ちます。
- オーバーハングは80°あたりでバラけ始めています。ブリッジも曲がりかけていてちょっと怪しい状態です。
- 全体に出力温度が高すぎたような印象を受けます。





Longsell (シルク/メタリック)
- メーカー推奨条件:プリント温度190-230℃
- プリント機種:QIDI XMAX、プリント条件:プリント温度200℃、ヒートベッド50℃
- 全体にはきちんと形状が出ている印象です。
- オーバーハングが80°でも少し荒れた程度で済んでいます。一方ブリッジは破綻しそうな場所があります。
- 柱の太さが部分的に細くなったりしています。
- シルクフィラメントは、ノズルから垂れた分がすぐに糸にならずに、水滴みたいに1箇所で溜まってゆく独特の動きを見せます。粘度が高いのでしょうか。




Hello3D (シルク/メタリック)
- メーカー推奨条件:プリント温度190-220℃、ヒートベッド~60℃、プリント速度:20-400mm/s
- 許容誤差:±0.05mm
- プリント機種:QIDI XMAX、プリント条件:プリント温度200℃、ヒートベッド50℃
- テストはシルバーで行いました。
- きちんと形状が出ている印象です。
- オーバーハングが80°で大きく崩れています。ブリッジ自体はきちんとしていますが、橋げた部分が少しくくねくねしてます。
- 柱の太さも一定です。この辺は同じシルクPLAのLongsellよりもかっちりしています。





DEMA(PLA-F)
- メーカー推奨条件:プリント温度210-230℃、ヒートベッド50-80℃
- プリント機種:QIDI XPlus、プリント条件:プリント温度210℃、ヒートベッド50℃
- 全体に形状がきっちり出ていて問題ありません。
- オーバーハングのアーチは80°で少しバラけはじめています。ブリッジは形が保たれています。
- 厚みが薄い部分がやや黄色ががって見え、基本はライトグレーなのですが色味が独特な感じ。






まとめ
- 得意・不得意はフィラメントによってあるものの、全体には大きな問題はありませんでした。
- テストモデル全般に言えますが、FFF方式3Dプリンターの不得意な形状を極端にした造型で限界を見極めようというものなので、通常の出力をする際には問題ないのが大半だと思います。プリント条件の最適化もやっていませんし、細かいところで一喜一憂する意味はありません。テストによって各フィラメントの傾向がつかめれば充分です。
- プリントするモデルの形やプリントの向きなどでどうしても制約が出てくる場合に、フィラメントの特性を考慮に入れて選択すると、プリント品質を良くしたり、失敗を避けられたりすると思います。
- テスト項目の中では、一見してわかりやすいオーバーハングよりは地味ですが、細い柱状の造型は結構難しいのでこのあたりの再現性はひとつポイントかなと思います。
tools/3dprint/filament/print_test.txt · 最終更新: by Staff_Ujiie