activities:products:duct_adapter
文書の過去の版を表示しています。
目次
レーザー加工機冷却にスポットクーラー導入
この夏の暑さで午後の室温が上がったっきり貼り付いて、レーザー加工機の運転温度範囲の20~28℃内に収めることが困難な日が多い状況です。そのため、空冷式のレーザー発振管を冷却する手段として、スポットクーラーを導入しました。一部に自作部品を使って、必要な時にすぐ冷却できるように設置しました。
経緯と構想
居室の暑さ
店舗があるのは、まわりに遮る建物もない3Fの一室で、南面/西面の大半が窓で占められています。見晴らしはとても良いのですが、その分晴れた日の直射日光は耐え難く、暑さとの戦いになります。事務所用の大型のエアコンは設置されていますが、夏場はそれでも追いつかなくなります。
遮熱対策と効果
これまでも、遮熱対策として、窓に遮熱ネットを張ったり(網入りガラスなので、破損リスクから遮熱フィルムは貼れない)、2重のポリカーボネート板を窓に立てたりして室温を下げようとしてきましたが、厳しさは多少和らぎはするものの、入ってくる熱量自体は防ぎきれません。
レーザー加工機のスポット冷却の必要性
- エアコンとレーザー加工機は、ちょうど部屋の両端にあり、エアコンから出る冷風は、加工機まで届かないうちに温まってしまいます。(後日サーキュレータの位置を変えたら、少しは風が届くようになりましたが)
- 加工機のレーザー発振管(金属)は空冷のため、取り込む空気の温度を冷やしてやる必要があります。ほかの部分はともかく、局所的に吸い込む空気を冷やせれば、発振管の温度は下がってくれます。
スポットクーラーという機器
- 部屋のエアコンから出る冷風を直接加工機に当てられれば一番いいのですが、エアコンは固定されていますし、加工機は排気のためのダクトの取り回しがあるので、位置を変えるには排気方法そのものを見直すことになりおおごとです。
なにかいい手がないか調べていて、エアコンの仲間でスポットクーラーというのがあるのを知りました。エアコンの室内機と室外機を一緒にしたような機械で、好きなところに置いて使えるようです。冷気と一緒に熱も出て、効率はあまり良くありません。特定の場所だけを冷やしたい用途で使うもののようです。
今回は加工機の冷却FANに吸わせる空気だけ冷えれば足りるので、今回の用途には使えるかもしれません。
- 冷却と排熱を逆に使えば、冬季のスポット加熱にも使えるのでは?と思いましたが、ここまで外れた使い方はどうでしょうね。説明書を見ると20-40℃が使用温度範囲になっています。
スポットクーラーの選定
- ピンポイントに冷やせれば良いので、小さい方が融通がききそうです。
- ナカトミ ミニクーラー MAC-10 20-40℃ がこの手の機械では一番安い部類で、設置もしやすそうです。冷却能力はそう高くはありませんが、小部屋のエアコンとして使っている人もいるようです。
購入、試運転
- 購入し、早速開封しました。思ったより大きめで、ダクトも太いです。
- 梱包材の発泡スチロールを台にしてその上に乗せたら、高さがレーザー加工機の上面付近に空気を当てるのに丁度良くなりました。梱包材を裏返すと、凸凹に本体の足がぴったりハマってぐらつかないです。
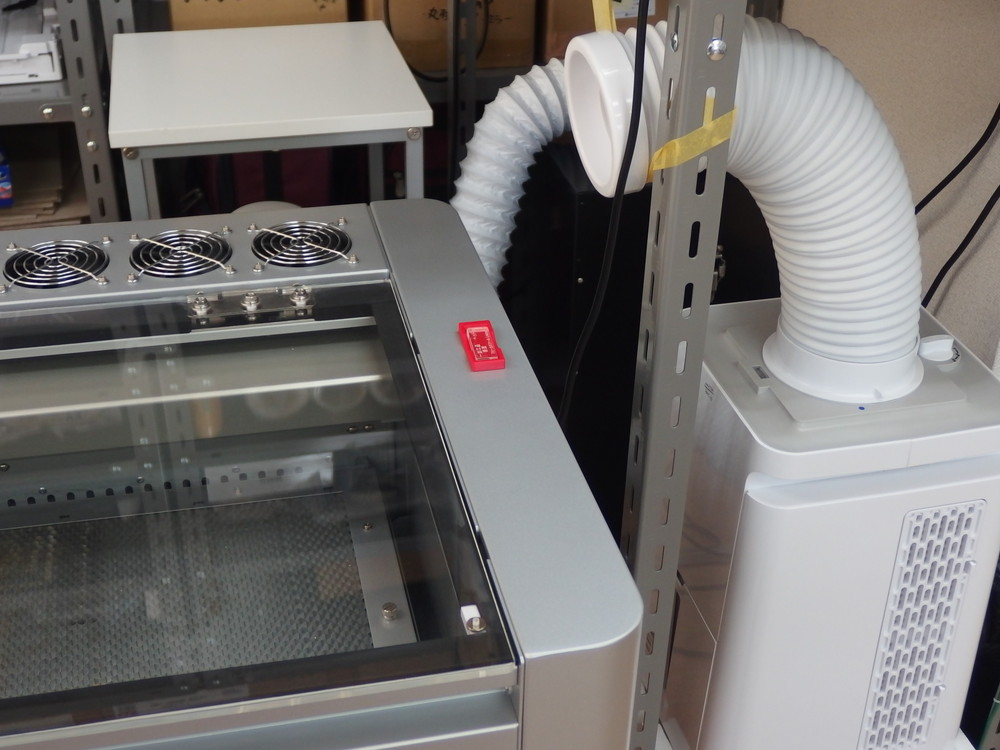
- レーザー加工機の周辺の配置を見直して、前は集塵脱臭機を置いていた加工機の横にスポットクーラーを並べました。
- スイッチを入れて様子をみると、冷風が上から出て、後ろの排熱口から熱い空気が吹き出てきます。本体が小さいので、そのままだと側面の吸気口から排熱の影響を受けた空気を吸って冷却性能が落ちてしまいそうです。排熱ダクトは必須に感じます。
排熱ダクトの必要性
- 簡単に取り外しできるダクトは、本体の冷却口のまわりに空いた穴に差し込んで回して止める専用の形になっています。同じ取付穴が排熱口側にもあり、どちらにも付けられるようになっていますが、付属のダクトは1本のみです。かみ合わせ部分がきつく手が痛くなるので、ダクト側の接触部分を少し削って回しやすくしました。
- 純正オプションのダクトは品切れ/販売終了ばかりで、なかなか売っているところがありません。さらにダクトの長さが50cmしかないので、設置しにくいです。
※説明書では、ダクトを伸ばして使わないようにと説明されています。
- レーザー加工機の集塵脱臭機からの排気を受ける排気用ダクトは、別室の換気扇から屋外に排出しているので、こちらの排熱ダクトからの空気も同様に別室に導けば。本体への熱影響を最小限に抑えつつ屋外に排気できます。
そうすると、別室までの長さが必要になります。直径も同じぐらいあればいいでしょう。付属のダクトの直径を測ってみると12.5cm程度で、このサイズの汎用のダクトと止め金を使用して、専用形状の接続部分は3Dプリントで自作することにした。
極力空気の流れをよくするように、排熱ダクトは上向きに引き回すようにします。
ダクトアダプターの自作
設計のポイント
- 本体との接続部分の形状を再現する。お手本とする実物があるので、よく見ながら極力同じ形になるように合わせる。
- 本体とかみ合わせる突起部分の寸法と形状が一番重要。いい加減だと固定できなかったり、外れたりする原因になる。
- 取り付け/取り外しの際に手をかける部分(2箇所)が小さく回しづらいので、もう2箇所追加して付けました。
- 汎用ダクトとの接続は締付け金具で行うことになるので、長いほうが外れにくいだろうと思ってパイプ部分を長めにしたら、スライス時の3Dプリント予測時間が20時間弱とかになってしまいました。とてもそんなに待てないので、最小限の2.5cm程度に短く修正しました。
3Dモデル作成の手順(Fusion360)
- 基本はパイプ形状なので、断面スケッチからの押出しで造形します。
- 径の異なるパイプを繋いでいるすり鉢状の曲面部分は、サーフェスのロフトで2つのパイプ端を面でつないで、その面に厚みを持たせて立体にします。
- 本体とのかみ合わせる突起部分については、パイプの周りに平面を定義して、突起のスケッチをパイプ上にエンボス加工で形成します。これだと厳密には突起の形状がオリジナルに対して歪みますが、実用上問題にはならない範囲と判断してそのまま使います。
- ダクトとの接続部分には、外れにくくするための溝を数本形成(スケッチ~回転~切り取り)します。
PETG新フィラメント(評価)
- 力のかかる部品に使うフィラメントとして、以前に使ったPETGのイメージが良かったので、PETGを使うことにしました。手持ちの透明PETGは別に使う用途があるので、新たにグレーのPETGを購入しました。
- さっそくプリントテストをしてみると、結果は、表面に糸引きや毛羽立ちがたくさんできてしまい、あまり印象がよくありません。プリント条件の設定を詰める必要がありますが、早く作りたいのでそのまま使います。
3Dプリント
- スライス設定:サポートあり、インフィル30%(強度が大事なのでインフィルは100%の方がよいです)
- 保存していたスライス設定を見るとプリント温度205℃/ヒートベッド50℃になっていて、これはPETGの設定ではないですね。実際のプリント前に変更したかどうかわからなくなってしまいました。
とはいえ、プリント結果はテストピースを出力したときとは異なり、多少ひげ状の塊が付いているものの、大きな問題はありませんでした。
- プリント時間は8時間弱になりました。サポートの一部が切れて中が見えているところが見られますが、どうしてそうなったのかはわかりません。
- サポートが全面に付いたリング状の水平部分の表面が凸凹でかなり汚いです。サポートインターフェースが剥がしきれていないわけではなさそうですが。本体に接する部分の裏側なので実用上は問題ないです。
それ以外のプリント結果は良好です。
本体とのフィッティング、後加工
- まず本体の接続用の穴に入りませんでした。2箇所の差し込み部分の長さが穴に合っていなかったためで、合うように不要な部分を切除しました。後で設計データも修正しています。
今度は引っかることもなく本体の穴に収まりました。切除の際に少しヒビが入ったので、除去したサポートから薄板を切り出し裏側から接着(プラリペア)して補強しておきます。
- 今度は、固定するために回そうとしまたが、はめ込み部分がきつくて全く回りません。ここは想定の範囲なので、接触している箇所を様子を見ながら少しずつ削って、ややきつめに回転できるくらいに調整しました。
- 汎用ダクトとの接続は金属バンドを使用して問題なくできました。あまりきつく締めると割れる可能性があるので、抜けない程度にしておきます。
試運転
- 制作したダクトを排熱側に接続し、換気扇のある別室まで伸ばして運転を開始します。レーザー加工機の冷却FAN付近に冷風を当てて、実際に冷やして様子を見ます。
- 運転を開始ししばらくして温度が安定すると、室温31度でレーザー発振管温度が26度。冷却側のダクト内部は、非接触温度計の計測で25~26度。レーザー加工機の運転温度範囲の20~28度はクリアできました。
- その後レーザー出力が高い状態で連続加工しても温度はそれほど変わりません。冷風が継続して供給されているので、温度上昇が抑えられていると思います。
今後の対応
- 今回は排熱側の対応を行いましたが、レーザー加工機の冷却FANに冷却ダクトから来る空気がより効率的に流れ込むようになる対応も検討したいと思います。試しにダンボールで仮の囲いを作ってみると冷風が外に逃げにくくなります。
activities/products/duct_adapter.1661057961.txt.gz · 最終更新: by Staff_Ujiie